Summary:HAL Vacuum Autoloader adopts advanced vacuum technology and uses the negative pressure effect to suc...
HAL Vacuum Autoloader adopts advanced vacuum technology and uses the negative pressure effect to suck materials from the container to the designated position. This process involves the synergy of several key components, among which vacuum pumps, delivery pipelines and control systems play a vital role.
The vacuum pump is one of the core components of the HAL vacuum automatic loading machine. This kind of pump can create a negative pressure environment mechanically or electrically, and draw out the air in the pipeline to form a vacuum state. The performance of the vacuum pump directly affects the suction efficiency and power consumption of the loading machine, so choosing a suitable vacuum pump is crucial to the performance of the loading machine.
The conveying pipeline is the channel that connects the container and the target location, and is responsible for transporting materials to the designated location. These pipes usually have sufficient strength and wear resistance to ensure long-term operation without damage. In addition, the design and layout of the pipeline need to take into account the characteristics of the material and the working environment of the loader to ensure that the material can be transported smoothly and there will be no blockage or leakage problems.
The control system is the intelligent core of the entire loading process and is responsible for monitoring and controlling the operating status of each component. The control system usually uses PLC (programmable logic controller) or microprocessor as the core control unit, and cooperates with sensors and actuators to achieve real-time monitoring and precise control of the loading process. By setting appropriate parameters and logic control, the control system can ensure the stability, accuracy and safety of the filling process.
HAL Vacuum Autoloader uses advanced vacuum technology to use the negative pressure effect to suck materials from the container to the designated location. Its working principle is simple and straightforward, but involves the synergy of multiple key components, including vacuum pumps, delivery pipelines and control systems. This kind of loading machine is efficient, accurate and safe, and has broad application prospects in chemical, pharmaceutical, food and other industries.
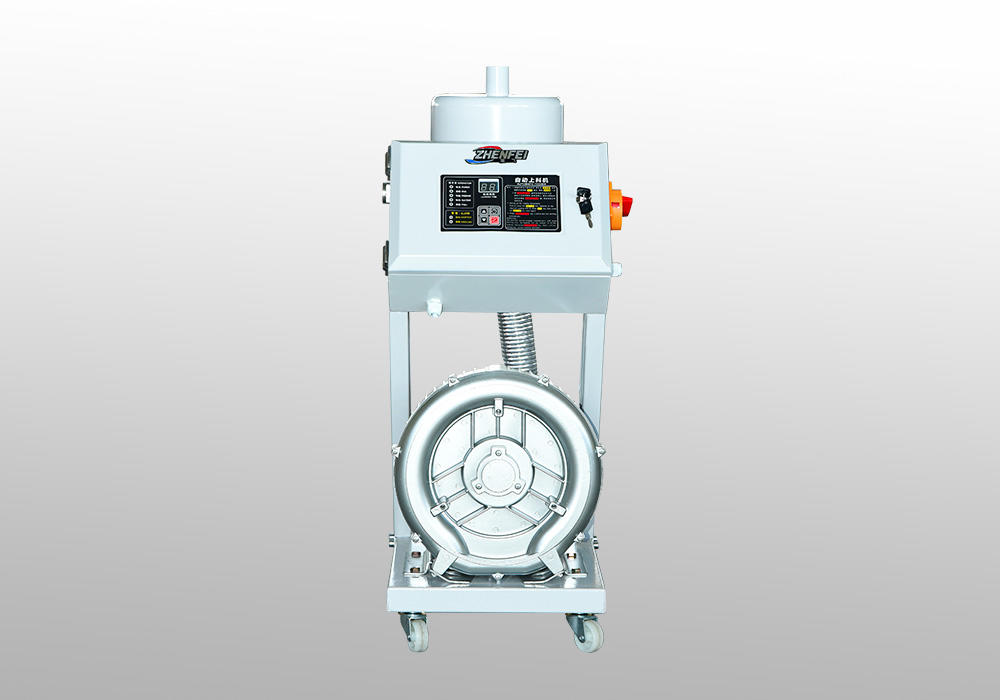
HAL VACUUM AUTOLOADER
(a) Separate design of main unit and stocker to make the production environment safer and more convenient
(b) Independent filter unit for easy identification of residual materials
(c) Silent device to reduce running noise
(d) Stainless steel storage tank, light and durable and easy to clean
(e) Control box independent design, microcomputer automatic movement

 en
en es
es cn
cn